The short answer
LPBF (laser powder bed fusion — including DMLS and SLM) wins on geometric complexity, surface finish, and tight tolerances for parts that fit in a build envelope of typically 250–400 mm per side. DED (directed energy deposition — including LMD, LWAM, WAAM, and EBAM) wins on part size, deposition rate, repair, and the ability to add features to existing components.
They're both metal additive, but they solve different problems. Choosing between them is rarely close once you've defined the part — most jobs sit clearly on one side or the other. The interesting decisions are the ones in the middle: medium-large parts, near-net preforms for finish-machining, or hybrid workflows that combine both.
How they actually work
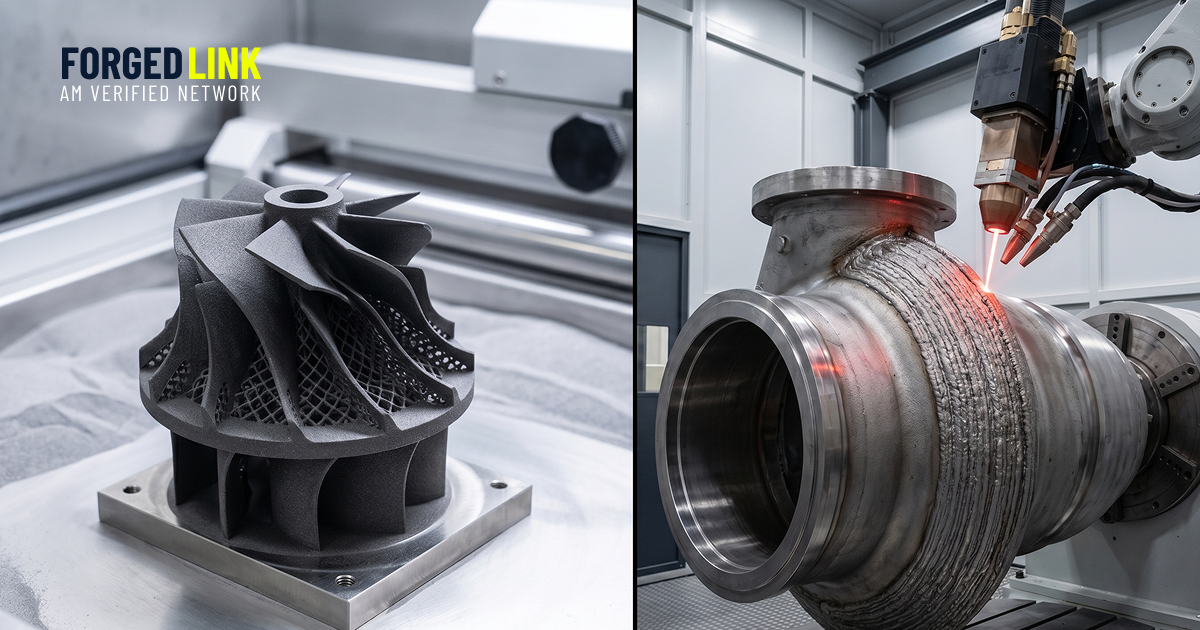
LPBF (powder bed fusion)
A thin layer of metal powder is spread across a build plate. A laser scans the cross-section of the part, melting powder where the geometry exists. The plate drops, another layer is spread, and the process repeats — typically 20–60 microns per layer. Common machine variants include EOS DMLS, SLM Solutions, Renishaw, Trumpf, and AddUp.
DED (directed energy deposition)
Material is fed into a heat source — laser, electron beam, or plasma arc — at the point of deposition, like a robotic welder building geometry up from nothing. Material can be powder (LMD) or wire (LWAM, WAAM). Layer thickness is much coarser — bead widths typically 1–10 mm, layer heights 0.5–5 mm. Common platforms include DMG Mori LASERTEC, Optomec LENS, Sciaky EBAM, and various WAAM cells.
Head-to-head on the dimensions that decide
| Dimension | LPBF | DED |
|---|---|---|
| Build envelope | Typically 250×250×300 mm to 400×400×500 mm. A few large machines reach 800 mm. | Effectively unlimited — gantry-based DED systems build parts metres in size. |
| Resolution / minimum feature | ~0.3–0.5 mm minimum wall, fine internal channels, lattice down to ~0.5 mm strut. | ~3–10 mm minimum wall depending on bead width. Coarse features only. |
| Tolerance (as-built) | ±0.1–0.2 mm typical. | ±0.5–2 mm as-deposited. Final geometry is achieved by machining. |
| Surface finish (as-built) | Ra 6–25. | Ra 25–100+. Always machined to spec. |
| Deposition rate | 5–100 cm³/hr depending on alloy and machine. | 50–2,500+ cm³/hr (WAAM at the high end). |
| Material range | Curated — common engineering alloys (AlSi10Mg, Ti-6Al-4V, 316L, 17-4PH, Inconel 625/718, tool steels). Custom alloys rare. | Most weldable metals, including custom alloys, multi-material gradients, and bimetallic structures. |
| Internal features | Routine — internal channels, conformal cooling, lattice, undercuts inside cavities. | Limited — DED can't reach into enclosed geometry. Internal features must be left open or machined post-deposition. |
| Repair / addition to existing parts | Not viable — needs a flat build plate. | Routine — deposit onto worn turbine blades, forging dies, casting flaws, broken shafts. |
| Post-processing | Support removal, heat treat, optional machining of critical surfaces. | Significant machining required — DED produces near-net preforms, not finished parts. |
Where LPBF wins decisively
- Complex internal geometry. Heat exchangers, conformal cooling channels in tooling inserts, hydraulic manifolds with optimised flow paths. Internal features that DED can't reach.
- Fine detail and small features. Lattice structures, thin-wall medical implants, small turbomachinery components, fine surface texture for osseointegration. DED's bead width is too coarse.
- Tight tolerance, low post-processing. Parts where ±0.1 mm and Ra 6–25 are good enough as-printed for most surfaces. DED needs full envelope machining.
- Multiple parts per build. If you can nest 8–20 small parts on a single build plate, LPBF cost per part drops sharply. DED builds one part at a time.
- Topology-optimised aerospace and motorsport components. Brackets, ducts, manifolds where weight reduction and consolidated geometry pay back the per-cubic-cm cost.
Where DED wins decisively
- Large parts. Anything beyond an LPBF build envelope. Aerospace structural components metres in span, tooling for shipbuilding, large pressure vessels.
- Repair of high-value components. Worn turbine blades, casting voids, damaged dies, broken shafts in alloys that would otherwise be scrapped. The repair cost is a fraction of replacement.
- Near-net preforms. Depositing roughly the right shape in expensive material (titanium, Inconel) and finish-machining to spec. Saves 60–90% of material vs machining from solid bar.
- Adding features to existing parts. Bosses, flanges, or repair patches deposited onto a forged or cast base. Creates hybrid forged-plus-additive parts that aren't possible any other way.
- Multi-material structures and functional gradients. Changing alloy composition through the build — tough core, hard surface, or transitioning between dissimilar metals.
- Bulk deposition for speed. WAAM in particular can lay down material at 1–2.5 kg/hour. For large structural parts, this beats LPBF deposition rate by 1–2 orders of magnitude.
Where the answer is "it depends"
Medium-large parts (400–800 mm)
This is the size range where LPBF gets stretched and DED becomes overkill. Options:
- Large-format LPBF machines exist (some 600–800 mm) but build times become very long and machine availability is limited.
- DED with finish machining produces the same part with much shorter active deposition time but heavier post-machining.
- For some parts, splitting into two LPBF builds and joining by EBW or diffusion bonding is viable.
Decide based on geometric complexity. Lots of internal features → push for LPBF even if it's slow. Mostly external geometry → DED with machining is usually the cheaper path.
Titanium aerospace brackets in qty 1–10
LPBF Ti-6Al-4V is the standard answer. But for parts where the optimised shape is mostly external (no internal channels), DED with finish-machining is sometimes faster — particularly for parts in the 200–600 mm range that don't fit comfortably nested with others on an LPBF build plate.
Tooling inserts
LPBF wins for inserts with conformal cooling — that's the whole point. But for large inserts or die repair, DED cladding is often the right answer. Worn die surface? Deposit a wear-resistant alloy on top and re-machine. The repair cycle is faster than building a new insert from scratch.
Hybrid manufacturing — DED preform + CNC finish
This is the underused middle path. Deposit roughly the right shape with DED — fast, cheap, minimal material waste. Finish-machine to net dimensions on a 5-axis CNC. For large titanium or Inconel parts, hybrid often beats both pure LPBF (size limited) and pure machining (material waste). The downside is workflow complexity — you need a supplier with both DED and 5-axis machining under the same roof, or coordinated handoff between two suppliers.
Custom or exotic alloys
If the alloy isn't available as LPBF powder — and many specialty alloys aren't — DED is often the only AM option. WAAM in particular accepts most weldable wire, including high-strength steels, nickel alloys, and bimetallic stacks that LPBF powder vendors don't supply.
If-X-then-Y: decision triggers
- If the part has internal channels, lattice, or fine features <3 mm → LPBF. DED can't deliver the geometry.
- If the part is >500 mm in any dimension → DED, or splitting the part for LPBF.
- If you're repairing or adding to an existing component → DED. LPBF needs a build plate, not a repair surface.
- If the part is mostly external geometry with no internal features → DED + finish machining is often cheaper, especially for titanium and Inconel.
- If you need a custom alloy or multi-material gradient → DED. LPBF's material catalogue is curated and adding a new alloy is months of qualification.
- If you can nest 5+ parts per LPBF build → LPBF. Per-part cost drops sharply with build utilisation.
- If lead time is critical for a large rough part → WAAM. Deposition rates of kg/hour beat LPBF by orders of magnitude.
- If you need ±0.1 mm or Ra 6 as-built → LPBF. DED always requires post-machining for spec.
The cost picture
The headline numbers are misleading. LPBF machine hourly rates are higher than DED, but LPBF can build many parts simultaneously on one plate. DED builds one part at a time, but the deposition rate is much faster and the machine cost per hour is lower.
For a fair comparison, total cost = (machine time × rate) + (powder/wire) + (post-processing). DED's post-processing is almost always larger than LPBF's, and that catches engineers out:
- An LPBF part may need bead blast and machined critical surfaces — typically 20–40% of part cost.
- A DED part needs envelope machining of nearly every surface — typically 40–70% of total cost.
For small-to-medium parts where both are technically viable, LPBF usually wins on landed cost despite the higher machine rate. For large parts, the build envelope decides for you.
Common mistakes
- Choosing DED for a part LPBF would handle. Engineers see "additive" and pick the cheaper machine rate without accounting for the post-machining burden.
- Choosing LPBF for a part too big to nest. A single large part filling the build envelope wastes the platform's economic advantage.
- Treating "metal additive" as one supply pool. LPBF and DED suppliers are largely different companies with different machines, expertise, and pricing models. Quoting a DED part to LPBF shops returns nothing useful, and vice versa.
- Forgetting heat treat and HIP. Both LPBF and DED parts usually need stress relief, sometimes HIP for fatigue-critical applications. Always quoted separately, sometimes forgotten.
- Specifying "additive" on the drawing without picking the family. Suppliers will quote what they have. The same part will come back at very different prices and capabilities depending on which AM family the supplier runs.
- Ignoring the hybrid option. For large titanium or Inconel parts, DED preform + CNC finish is often the cheapest viable path — but it requires explicit specification and a supplier set that can do both.
How to actually decide
Three questions in order:
- Does the part fit in an LPBF build envelope? If no → DED or hybrid. If yes → continue.
- Does the part have internal geometry, fine features, or lattice that DED can't reach? If yes → LPBF. If no → continue.
- Is the post-machining burden lighter on LPBF (some surfaces) or DED (envelope)? Lighter on LPBF in nearly every case where the part fits. DED wins economically only when build size, deposition rate, or repair drives the choice.
For most engineering parts where both are viable, LPBF is the default. DED enters when size, repair, custom alloys, or near-net preform workflows make a compelling case. Once you've got that decision, the broader process question — whether metal additive is right at all — sits one level up. The Process Selection guide covers that.